在上海医疗器械博览会Medtec看来,导丝是带有圆滑头端的长细丝,在介入手术如动脉瘤卷取,凝块提取, 心律管理,冠脉介入,血管成形术,神经调节,血栓爆破和提取上导丝都充当了开路先锋的角色,导丝的质量关系到介入手术的完成质量和效率。为合理选择高质量导丝,不妨现在注册预登记参观上海医疗器械博览会Medtec,现场汇集国内外领先导丝供应商,丰富的导丝相关产品供您选择!点击此处预登记>>>
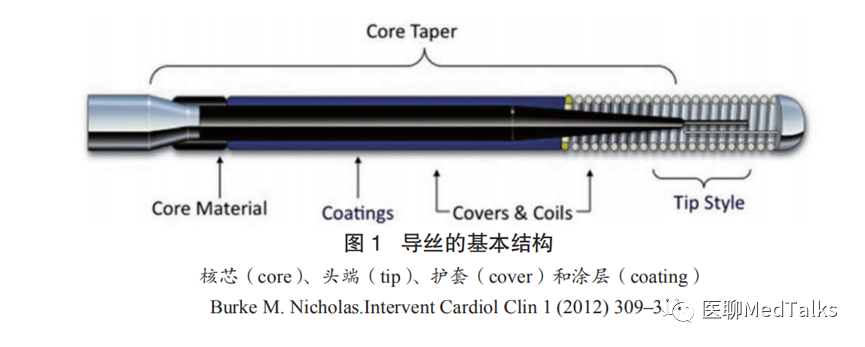
导丝的结构由几大部分组成,分别为核芯(Core),护套(Covering),涂层(Coating)和头端(Tip),简称3C1T或者3C。
核芯是构成导丝的基本骨架,核芯的结构和材料是影响或决定导丝支撑力大小、操控性、跟踪性和扭矩传导的重要因素。其材料主要有不锈钢(316V等)、镍钛合金(Nitinol)或高张力不锈钢(Durasteel)等,呈圆柱或圆锥状并贯穿导丝全长,在不同的位置根据设计呈现不同的形状。
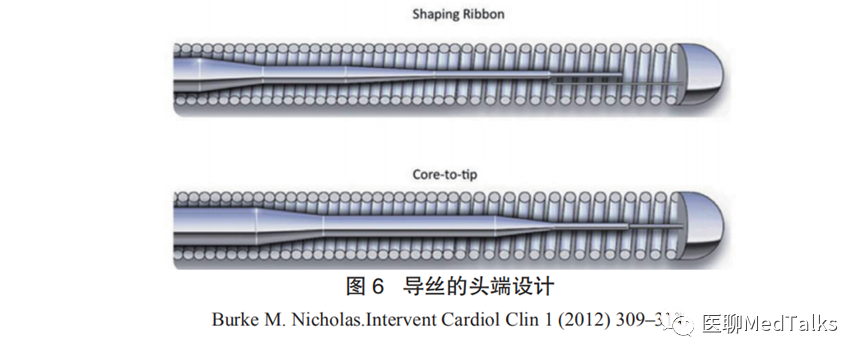
根据导丝的应用场景不同,核芯的设计形状可以主要分为两大类,核心直达头端(Core-to-tip)和塑形导丝(Shaping Ribbon),如下图
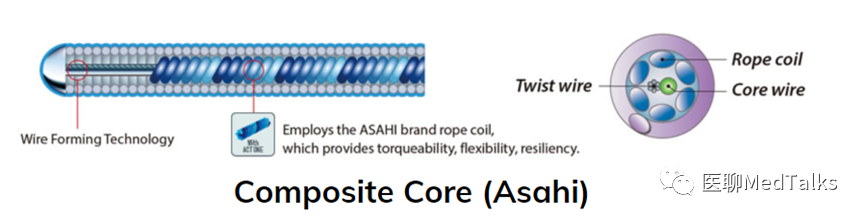
除上面两种头端设计之外,日本的朝日公司设计出了复合型核芯(双芯和双线圈),这种核芯由多个线圈组件制成,以增强耐用性和1比1的扭矩传递。
另外,导丝的直径很小,通过国内外不同企业的对比来看,尺寸最小的导丝为0.014英寸或0.36mmOD,而长度大概在2米至3米不等,这种很细又很长的核芯不管是在核心直达头端导丝(Core-to-tip)还是塑形导丝(Shaping Ribbon)都是通过无心磨削(Centerless Grinding)的方式生产出来的。
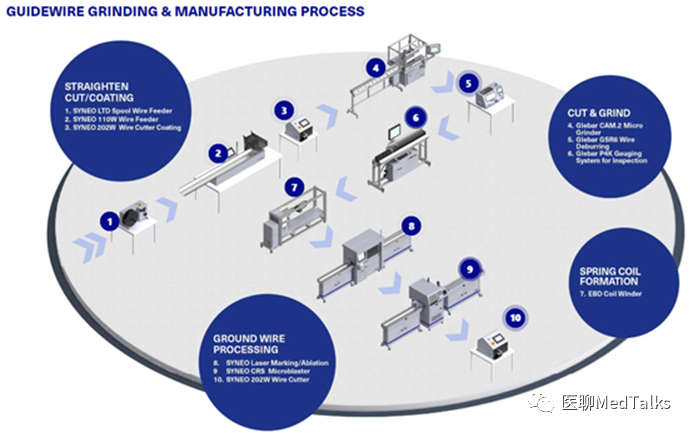
如果不包括钢锭的拉丝以及去应力的步骤,导丝核芯的生产过程主要包含卷材拉直,喂料切断,无心磨削,去毛刺,检验,激光打标,包装等工序,而无心磨削是这个生产链条中的最主要的生产工序。
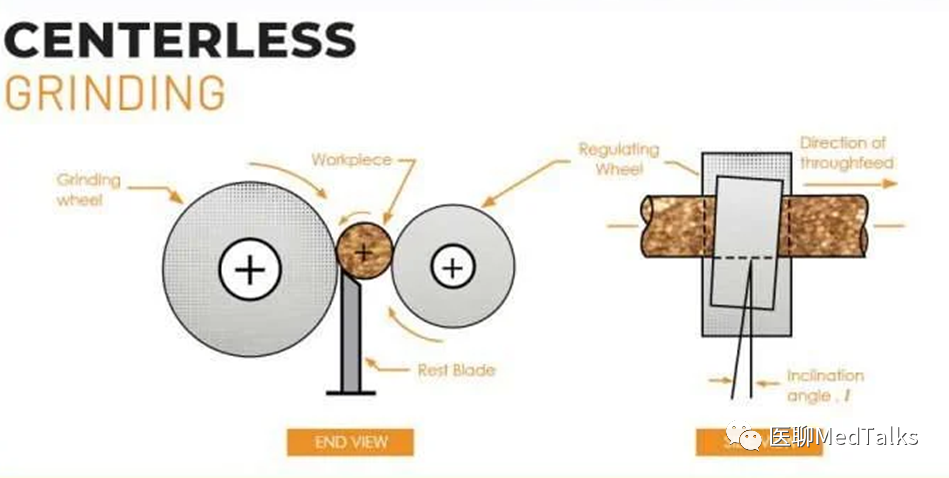
无心磨削一般在无心磨床上进行,这种磨床不需要对工件进行顶尖定心和支撑,而是通过在托板支撑下,在导轮和砂轮之间,通过砂轮的高速旋转将工件外圆磨削出特定尺寸、形状和精度。
从端面看,工件放在砂轮与导轮之间,由其下方的托板支撑,并由导轮带动圆柱形工件在垫铁上转动。从侧面看,砂轮和导轮之间有个夹角,控制这个夹角来控制工件的进给速度。
在无心磨削上,据上海医疗器械博览会Medtec了解,超精密的磨床目前看最小可以做到0.04mm OD,而通常0.05mm的OD已经完全可以满足需求。
另外,导丝的生产分为代加工和自产,有些代工企业在宣传时介绍已经引入了某著名品牌的设备,设备很重要,关系到制程能力的上限,除此之外,产品的质量控制水平还需看机器的维护情况,砂轮的更换情况以及整个质控体系的运行是否良好。
文章来源:医聊MedTalks