机械密封依靠弹性元件提供弹力,克服补偿环辅助密封圈与轴之间的摩擦力,使补偿环紧密地贴合在非补偿环的端面,形成密封端面初始闭合力,当主机充满压力介质并开始工作时,可使密封端面产生闭合力,从而使密封端面达到合理的比压,实现流体的密封。
由补偿环、补偿环辅助密封圈、弹性元件、传动件、弹簧座、紧固件等组成的补偿组件,以及由非补偿环、非补偿静环辅助密封圈等组成的非补偿组件,共同组成一套完整的机械密封。
1)典型的旋转式(见图1)和静止式(见图)
2)机械密封基本结构
医疗器械制造展Medtec表示构成典型的旋转式机械密封的基本元件有:摩擦副(补偿环4、非补偿环3)、辅助密封圈(O形圈2、5)、传动件(推环6)、弹性元件(弹簧7)、弹簧座8、紧固件(紧定螺钉9)、防转销1及密封端盖11和密封腔10组成。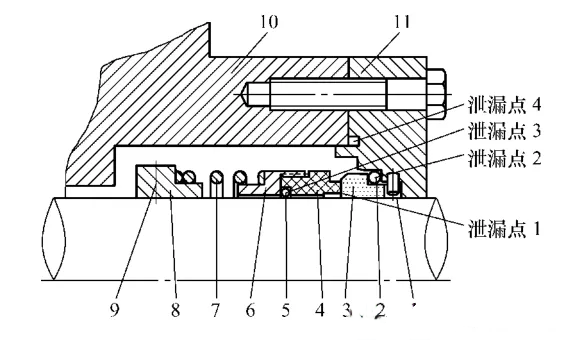
图1 机械密封基本结构(旋转式)
1-防转销 2-非补偿环辅助密封圈 3—非补偿环(静环) 4—补偿环(动环) 5-补偿环辅助密封圈 6-传动件 7-弹簧 8—弹簧座
9—紧定螺钉 10—密封腔 11—密封端盖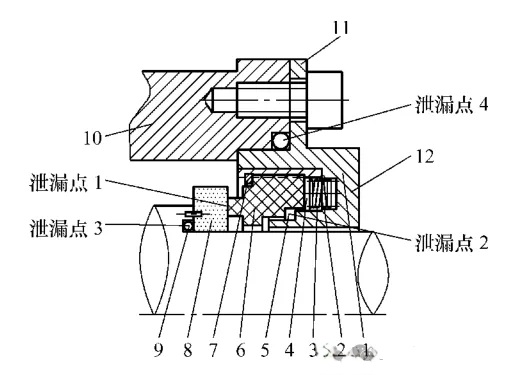
图2 机械密封基本结构(静止式)
1-弹簧座 2-防转套 3-弹簧 4-推环 5-补偿环辅助密封圈 6-补偿环(静环) 7—卡环 8—非补偿环(动环)
9—非补偿环辅助密封圈 10—密封腔
11—密封端盖 12—密封压盖
2)机械密封主要泄漏途径
当密封腔内充满有压的被密封介质时,由图1所示机械密封的泄漏点主要有4处:
泄漏点1:密封摩擦副端面处,称为主密封,是决定密封性能及寿命的关键密封点,据统计大约有80%以上的密封泄漏都是由此造成的。
泄漏点2:位于密封静环与压盖之间。
泄漏点3:位于密封动环与轴(或轴套)之间,称为机械密封的辅助密封,主要形式有:O形圈、V 形圈、矩形圈等。工作时辅助密封基本无相对运动,属相对静止的密封,但动环辅助密封圈对机械密封的追随性起着关键作用。
泄漏点4:位于密封腔与压盖之间的静密封,狭义讲不属于机械密封零件,主要形式有:O形圈、垫片等。
医疗器械制造展Medtec现场不仅有国内外知名泵、阀、密封圈供应商参展,并且还有丰富的相关产品展示,同时展会现场将同期举办技术论坛E:医疗器械诞生的助推器——创新医用材料/配件及精加工,本次会议将结合生物医用材料、精密配件及生产中精密的加工工艺在医疗器械中的应用为器械生产商和供应商提供交流平台。现在预登记限时免费>>>
1)主密封 端面密封副由补偿环和非补偿环(动、静环)组成,主要作用是其有一定的端面比压,使密封面贴合,防止被密封介质泄漏(见图1、图2)。
2)辅助密封 主要是对动、静环起浮动、缓冲密封作用(见图1、图2)。
3)传动件 主要作用是传递轴的转矩(见图1、图2)。
4)弹性元件 指弹簧、波纹管等起预紧、补偿作用并始终保持一定的弹力,用于克服补偿环辅助密封滑动时的摩擦力及端面密封副的摩擦力(见图1、图2)。
5)弹簧座 用于弹簧或波纹管轴向定位的零件(见图1、图2)。
6)紧固件 用于弹簧座轴向定位和紧固的零件(见图1)。
7)防转件 防止静环转动的零件(见图2)。
机械密封失效泄漏的原因分析
化工设备中使用的机械密封种类繁多,型号各异,但主要泄漏点有五处:
机械密封中流体可能泄漏的途径如图1中的A、B、C、D 四个通道。
不管哪种类型的机械密封,最主要的特点即密封面为垂直于旋转轴线的端面,也就是将极易泄漏的轴向密封改为不易泄漏的端面密封。所以,机械密封失效的主要形式是静、动环之间的磨损失效。动、静环端面摩擦副主要靠弹簧推力来压紧, 阻止泄漏。动、静环压得越紧越不易泄漏,但其间的摩擦力也随之增大,动、静环接触端镜面在较大摩擦力的作用下会很快磨损,最后失效泄漏。
工艺条件不稳定和安装不良造成的振动、设备抽空汽化瞬间断流都会导致机械密封动静环之间的液膜破坏,使机械密封在无润滑条件下“干态”运行,密封环温度迅速上升,有的直接烧毁,有的当泵恢复正常工作状态时被急剧冷却,形成热冲击而碎裂。冲洗流体与冲洗条件不良也会形成热冲击,导致密封环出现径向裂纹,加剧动静环的磨损失效。同时,当石墨环超过使用温度,其表面会析出晶体,在温度较高的摩擦副附近发生炭化,其微粒进入摩擦副使动静环急剧磨损失效。
动静环密封圈装配歪斜;与密封圈相配合的轴或轴套表面光洁度不够,或配合尺寸过小;密封圈与密封介质发生物理或化学反应,腐蚀变形、老化等,均可导致泄漏。
在装配机械密封前机封组件清洗不洁净,组件碰伤或划伤;装配不到位;弹簧装偏、紧固螺钉没紧固;拆卸时损坏等,都是机械密封提前失效的原因。
由于在化工装置中工艺介质特性的多样性,机械密封设计选用不当,使密封端面比压偏小、偏大或密封材质冷缩性较大等,极易使机械密封失效而导致其泄漏。
根据上述分析,延长机械密封使用寿命应采取以下措施和检修方法。
调整弹簧的压缩量就是调整机械密封的端面比压,关系到密封性能及使用寿命的重要参数,与密封的结构型式、弹簧大小和介质压力有关。端面比压过大将损坏摩擦副;比压过小则易泄漏,往往由厂家给定一个适合的范围,一般按3~6kg/cm2取值。弹簧的自由长度A,弹簧刚度K(产生单位压缩量时承受的载荷),规定要求的比压P,这些都是厂家给定的参数。压缩后尺寸为B,则P/(A-B)=k,得出B=A-P/k,这就是弹簧安装压缩后的尺寸。如果弹簧安装后的尺寸过大,可在弹簧座与弹簧之间增加调整垫的厚度,尺寸过小则减少调整的厚度,调整垫的厚度用千分尺量取。
动环密封圈过紧有害无益,一是加剧密封圈与轴套间的磨损,过早泄漏;二是增大了动环轴向调整、移动的阻力,在工作状况变化频繁时无法适时进行调整;三是弹簧过度疲劳易损坏;四是使动环密封圈变形,影响密封效果。为保证动环的浮动性,其内径比轴径大0.5~1mm,用以补偿轴的振动与偏斜,但间隙不能太大,否则会使动环密封圈卡入而造成机械密封机械性能的破坏。密封圈的松紧程度以涂上润滑剂后能以一只手用力压入为准。
静环密封圈基本处于静止状态,相对较紧密封效果会好些,但过紧将导致:一是引起静环密封因过度变形,影响密封效果;二是静环材质以石墨居多,一般较脆,过度受力极易引起碎裂;三是安装、拆卸困难,极易损坏静环。因此,静环的内径一般比轴径大1~2mm ,密封圈的松紧程度以涂上润滑剂后能以双手用力压入为准。手能较轻压入则太松,双手用力压不进则太紧。
相对而言,使用新机械密封的效果好于旧的,但新机械密封的质量或材质选择不当时,配合尺寸误差较大会影响密封效果。在聚合性和深透性介质中,静环如无过度磨损(当密封面出现裂纹、掉角、划痕、麻点、飞边及偏磨,划痕、麻点贯穿整个密封端面时称为过度磨损),还是不更换为好。因为静环在静环座中长时间处于静止状态,使聚合物和杂质沉积为一体,起到了较好的密封作用。
如需了解更多有关泵、阀供应商信息及行业资讯,不妨持续关注医疗器械制造展Medtec!









